
 English
English Chinese
Chinese
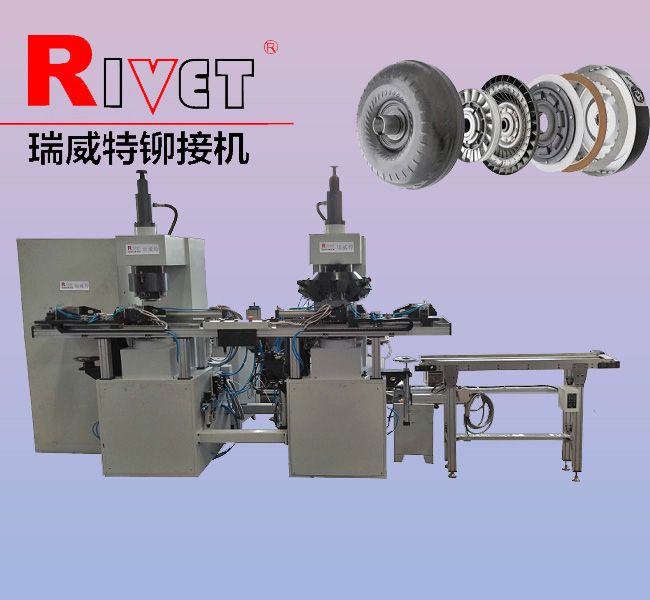
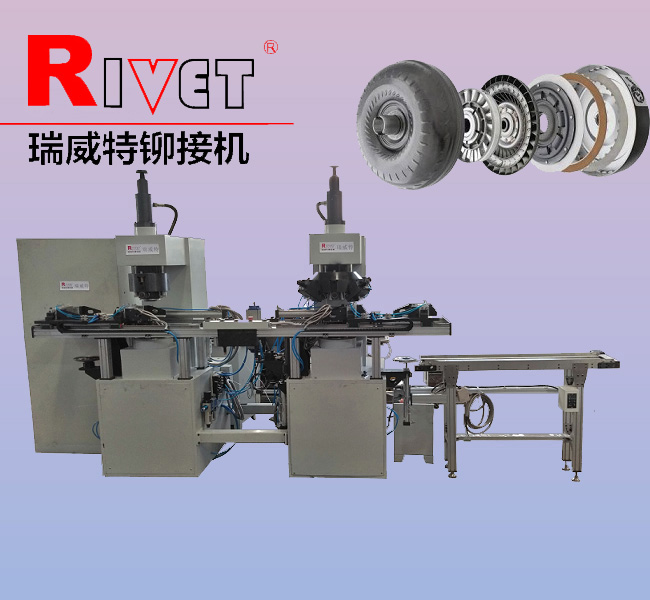
GMX-2(汽車渦輪滾鉚線)
汽車液力變矩器鉚接機
A.液力變矩器是汽車動力傳動的重要組成部分,由于它具有連續變速、延長傳動使用壽命等而得到**應用。
B.液力變矩器由可傳動的泵輪和渦輪,以及固定不動的導輪三個基本單元組成。汽車所用的液力變矩器的工作輪一般都是鋼板沖壓焊接而成,而工程機械所用液力變矩器的工作輪則是由鋁合金**鑄造而成。
C.液力變矩器不僅能傳遞轉矩,而且能在泵輪轉矩不變的情況下,隨著渦輪轉速的不同自動地改變渦輪所輸出的轉矩值。
液力變矩器滾鉚加工設備介紹:
全自動化滾鉚設備,含滾鉚機主體、工裝、夾具、刀具、移載機構、液壓站、自動物流傳輸系統、控制系統,設備需滿足渦輪葉片爪的自動鉚接。
技術要求:
1.滾鉚機主軸數值:徑跳0.008mm,主軸遠端徑跳0.015mm(距端面
300),主軸 軸肩跳動0.01mm;
2.主軸轉速0~100rpm連續可調,主軸電機功率3.5KW。
3.滾鉚工裝下降(上升)速度可調,分快進和工進,空行程時快進,刀具/
工裝與工件接觸前工進,返回時快退,工進工作速度能達到2mm/s,
同步進刀,進刀速度穩定。
4.滾鉚機應裝有安全互鎖裝置,以免誤操作造成設備損壞或人員傷害。
5.滾鉚機應配置獨立的操作面板,可進行單臺設備的人工操作,操作高度符
合人機工程。
6.滾鉚機滑軌/導柱采用知名品牌具備足夠的剛性。
7.工裝設計上應采用快換設計,工裝整體切換不超過30min,刀具更換不超
過3min。
8.工裝具備導向定心功能,定位精度≤0.05mm;
9.滾鉚工裝具備葉片預倒功能:對工件進行預壓后,采用預倒刀對葉片預倒,預倒后
葉片應從根部折彎。
10.滾鉚刀采用浮動設計,具備一定的自適應性,滾鉚壓力便于調節,以保證葉片貼
合間隙滿足產品要求。
技術指標:
1.自動化程度 全自動
2.生產節拍(s) 59
3.機械手承重(Kg) 10
4.機械手水平軸運行速度 3(m/min)
5.機械手重復定位數值 ±0.05mm
6.滾鉚機主軸直徑(mm) 80
7.滾鉚機主軸精度(mm):
a.徑跳 ±0.008
b.遠端徑跳(距端面300mm) ±;0.015
c.軸肩端跳 ±0.01
8.主軸電機功率(KW) 3.5
9.主軸轉速(r/min) 0~100
10.快進速度(mm/s) 40~50可調
11.工進速度(mm/s) 2~10可調
12.夾緊力(KN) 0~10可調
13.進給頂升力(KN) 0~15可調
14.工作行程(mm) 300
15.工裝切換時間(min)
a.整體切換 30
b.刀具更換 3
16.滾鉚刀軌跡與工件定位中心同軸度(mm)±;0.08
17.液壓站油箱規格(mm) 500x400x800
18.油箱電機功率(kw) 1.1
19.油路冷卻功能 風冷器
20.自動潤滑裝置 具備
21.設備占地面積:長*寬(mm*mm);5000*2500
設備安全防護方案:
整機采用全封閉柵欄,采用全機械互鎖裝置,具備三色燈、蜂鳴器、急停開關、雙手啟動。

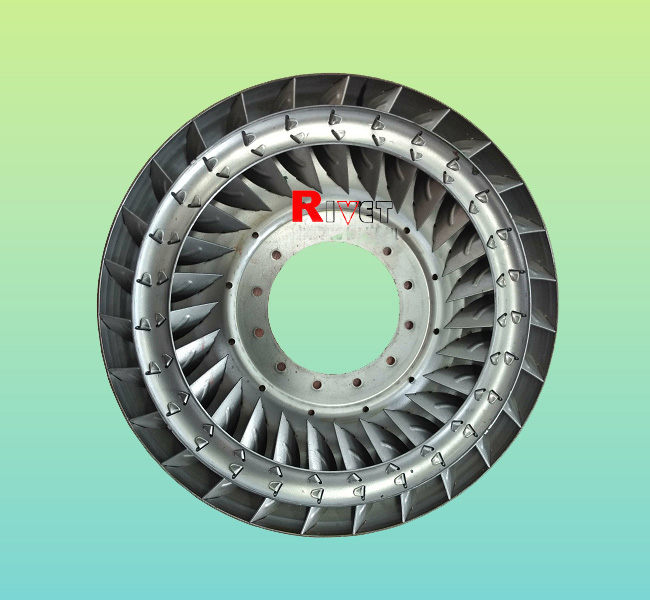
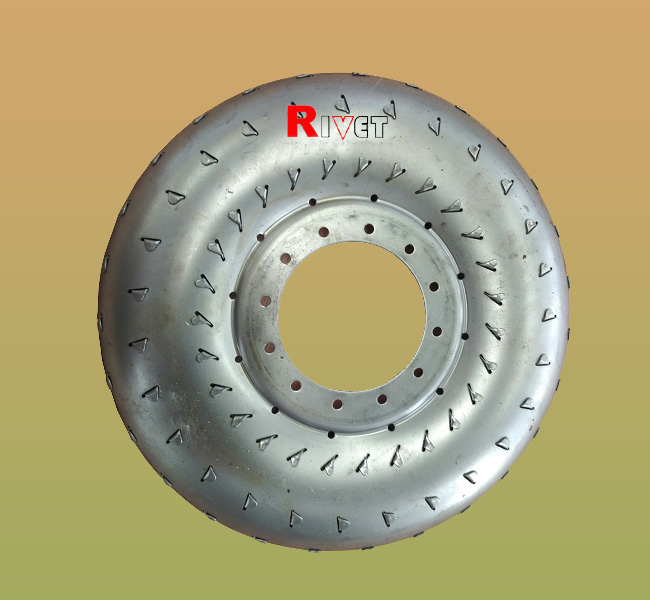
加工后零件樣品
-
 伺服鉚接機,數控鉚接機,自動鉚接機,智能鉚接機
伺服鉚接機JM12T-S
伺服鉚接機,數控鉚接機,自動鉚接機,智能鉚接機
伺服鉚接機JM12T-S -
 BM30-K快速鉚接機,擺輾鉚接,液壓鉚接機
BM30-K快速鉚接機,擺輾鉚接,液壓鉚接機
BM30-K快速鉚接機,擺輾鉚接,液壓鉚接機
BM30-K快速鉚接機,擺輾鉚接,液壓鉚接機 -
 鉚接機專用定制機頭
鉚接機專用定制機頭
鉚接機專用定制機頭
鉚接機專用定制機頭 -
 鉚接機定制機頭,自動化生產線鉚接機機頭定制
鉚接機定制機頭,自動化生產線鉚接機機頭定制
鉚接機定制機頭,自動化生產線鉚接機機頭定制
鉚接機定制機頭,自動化生產線鉚接機機頭定制